ລະບົບການເກັບຮັກສາເສັ້ນດ້າຍແລະການຈັດສົ່ງໃນເຄື່ອງຖັກວົງ
ລັກສະນະສະເພາະທີ່ມີອິດທິພົນຕໍ່ການຈັດສົ່ງເສັ້ນດ້າຍໃນເຄື່ອງຖັກວົງມົນທີ່ມີເສັ້ນຜ່າສູນກາງຂະຫນາດໃຫຍ່ແມ່ນຜົນຜະລິດສູງ, ການຖັກຢ່າງຕໍ່ເນື່ອງແລະຈໍານວນເສັ້ນດ້າຍທີ່ປຸງແຕ່ງພ້ອມກັນ. ບາງສ່ວນຂອງເຄື່ອງເຫຼົ່ານີ້ແມ່ນມີອຸປະກອນທີ່ມີເສັ້ນດ່າງ (ການແລກປ່ຽນຄູ່ມືເສັ້ນດ້າຍ), ແຕ່ວ່າມີພຽງແຕ່ຈໍານວນຫນ້ອຍເຮັດໃຫ້ knitting reciprocated. ເຄື່ອງຖັກທີ່ມີເສັ້ນຜ່າກາງຂະຫນາດນ້ອຍມີເຖິງສີ່ (ຫຼືບາງຄັ້ງແປດ) ລະບົບຖັກ (feeders) ແລະລັກສະນະທີ່ສໍາຄັນແມ່ນການປະສົມປະສານຂອງການເຄື່ອນໄຫວ rotary ແລະ reciprocal ຂອງຕຽງເຂັມ (ຕຽງ). ລະຫວ່າງຈຸດສູງສຸດເຫຼົ່ານີ້ແມ່ນເຄື່ອງຈັກທີ່ມີເສັ້ນຜ່າກາງກາງສໍາລັບເຕັກໂນໂລຢີ 'ຮ່າງກາຍ'.
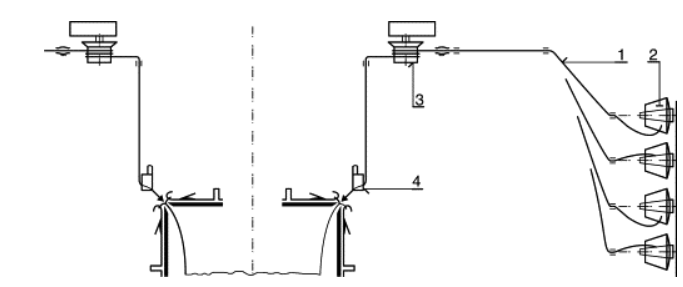
ຮູບທີ 2.1 ສະແດງໃຫ້ເຫັນລະບົບການສະໜອງເສັ້ນດ້າຍແບບງ່າຍດາຍໃນເຄື່ອງຖັກເປັນວົງກົມຂະໜາດໃຫຍ່. ເສັ້ນດ້າຍ (1) ແມ່ນນໍາເອົາມາຈາກໂບບບິນ(2), ຜ່ານ creel ຂ້າງກັບ feeder (3) ແລະສຸດທ້າຍກັບເສັ້ນດ້າຍຄູ່ມື (4). ປົກກະຕິແລ້ວ feeder (3) ແມ່ນອຸປະກອນທີ່ມີເຊັນເຊີ stop-motion ສໍາລັບການກວດສອບເສັ້ນດ້າຍ.
ໄດ້ຄຣີມຂອງເຄື່ອງຖັກຈະຄວບຄຸມການຈັດວາງຂອງຊຸດເສັ້ນດ້າຍ (bobbins) ໃນເຄື່ອງຈັກທັງຫມົດ. ເຄື່ອງວົງກົມທີ່ມີເສັ້ນຜ່າກາງຂະຫນາດໃຫຍ່ທີ່ທັນສະໄຫມໃຊ້ creels ຂ້າງແຍກຕ່າງຫາກ, ເຊິ່ງສາມາດຖືຊຸດຈໍານວນຫລາຍໃນຕໍາແຫນ່ງຕັ້ງ. ການຄາດຄະເນຊັ້ນຂອງ creels ເຫຼົ່ານີ້ອາດຈະແຕກຕ່າງກັນ (ຮູບຂອບຂະຫນານ, ຮູບກົມ, ແລະອື່ນໆ). ຖ້າມີໄລຍະໄກລະຫວ່າງໂບໂບແລະຄູ່ມືເສັ້ນດ້າຍ, ເສັ້ນດ້າຍອາດຈະຖືກ threaded pneumatically ເຂົ້າໄປໃນທໍ່. ການອອກແບບ modular ອໍານວຍຄວາມສະດວກໃນການປ່ຽນແປງຈໍານວນຂອງ bobbins ທີ່ຕ້ອງການ. ເຄື່ອງຖັກເປັນວົງກົມເສັ້ນຜ່າສູນກາງຂະຫນາດນ້ອຍທີ່ມີຈໍານວນລະບົບ cam ຂະຫນາດນ້ອຍກວ່າໃຊ້ creels ຂ້າງຫຼື creels ອອກແບບເປັນສ່ວນຫນຶ່ງຂອງເຄື່ອງ.
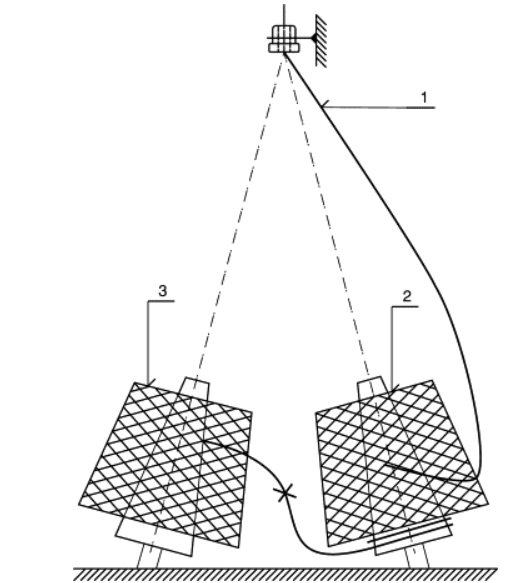
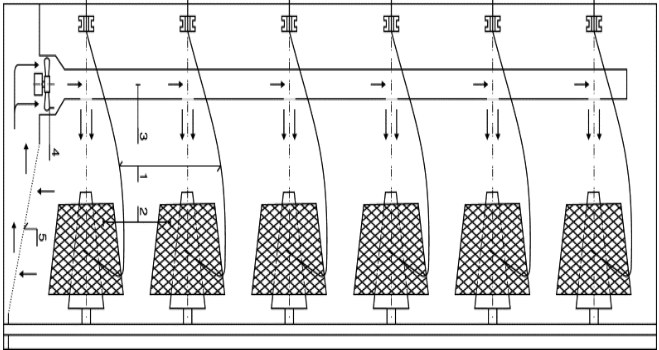
creels ທີ່ທັນສະໄຫມເຮັດໃຫ້ມັນເປັນໄປໄດ້ທີ່ຈະໃຊ້ bobbins double. ແຕ່ລະຄູ່ຂອງ pins creel ແມ່ນຢູ່ໃຈກາງຂອງຫນຶ່ງຕາ thread (ຮູບ 2.2). ເສັ້ນດ້າຍຂອງ bobbin ໃຫມ່ (3) ອາດຈະເຊື່ອມຕໍ່ກັບຈຸດສິ້ນສຸດຂອງເສັ້ນດ້າຍຍາວທີ່ຜ່ານມາ (1) ໃນ bobbin (2) ໂດຍບໍ່ມີການຢຸດເຄື່ອງ. ຝາອັດປາກມົດລູກບາງອັນມີລະບົບລະບາຍຝຸ່ນ (fan creel), ຫຼືມີການໄຫຼວຽນຂອງອາກາດ ແລະການກັ່ນຕອງ (filter creel). ຕົວຢ່າງໃນຮູບ 2.3 ສະແດງໃຫ້ເຫັນ bobbins (2) ໃນຫົກແຖວ, ປິດຢູ່ໃນປ່ອງທີ່ມີການໄຫຼວຽນຂອງອາກາດພາຍໃນ, ສະຫນອງໂດຍພັດລົມ (4) ແລະທໍ່ (3). ການກັ່ນຕອງ (5) ລ້າງຂີ້ຝຸ່ນອອກຈາກອາກາດ. ຄຣີມສາມາດປັບອາກາດໄດ້. ເມື່ອເຄື່ອງບໍ່ມີເສັ້ນດ່າງ, ນີ້ສາມາດສະຫນອງໂດຍການແລກປ່ຽນເສັ້ນດ້າຍເທິງ creel; ບາງລະບົບເຮັດໃຫ້ knots ຢູ່ໃນຕໍາແຫນ່ງທີ່ດີທີ່ສຸດຂອງ fabric ໄດ້.
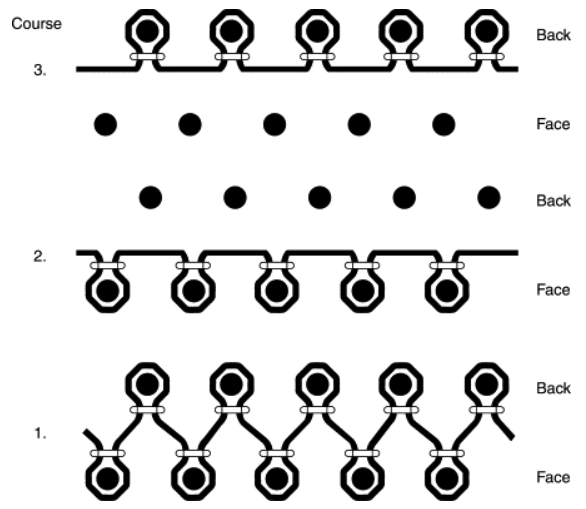
ການຄວບຄຸມຄວາມຍາວຂອງເສັ້ນດ້າຍ (ການໃຫ້ອາຫານໃນທາງບວກ), ເມື່ອບໍ່ໄດ້ໃຊ້ສໍາລັບການຖັກຜ້າທີ່ມີຮູບແບບ, ຈະຕ້ອງເຮັດໃຫ້ຄວາມຍາວຂອງເສັ້ນດ້າຍທີ່ແຕກຕ່າງກັນຖືກປ້ອນເຂົ້າໄປໃນຫຼັກສູດໃນໂຄງສ້າງທີ່ແຕກຕ່າງກັນ. ຕົວຢ່າງ, ໃນ Milano-rib knit ມີຫຼັກສູດສອງດ້ານ (1) ແລະສອງດ້ານດຽວ (2), (3) ຫຼັກສູດໃນຮູບແບບຊ້ໍາຊ້ອນ (ເບິ່ງຮູບ 2.4). ເນື່ອງຈາກຫຼັກສູດທີ່ມີໃບຫນ້າສອງເທົ່າປະກອບດ້ວຍ stitches ສອງເທົ່າ, ເສັ້ນດ້າຍຕ້ອງໄດ້ຮັບການປ້ອນຢູ່ທີ່ປະມານສອງເທົ່າຂອງຄວາມຍາວຕໍ່ການປະຕິວັດເຄື່ອງຈັກ. ນີ້ແມ່ນເຫດຜົນວ່າເປັນຫຍັງ feeders ເຫຼົ່ານີ້ໃຊ້ສາຍແອວຫຼາຍ, ປັບເປັນສ່ວນບຸກຄົນສໍາລັບຄວາມໄວ, ໃນຂະນະທີ່ feeders ໃຊ້ເສັ້ນດ້າຍທີ່ມີຄວາມຍາວດຽວກັນແມ່ນຄວບຄຸມໂດຍສາຍແອວຫນຶ່ງ. ປົກກະຕິແລ້ວເຄື່ອງປ້ອນແມ່ນຕິດໃສ່ສອງຫຼືສາມວົງຮອບເຄື່ອງ. ຖ້າການປັບຄ່າດ້ວຍສາຍແອວສອງອັນຢູ່ໃນແຕ່ລະວົງແຫວນຖືກໃຊ້, ເສັ້ນດ້າຍສາມາດໄດ້ຮັບການປ້ອນພ້ອມໆກັນດ້ວຍຄວາມໄວສີ່ຫຼືຫົກ.
ເວລາປະກາດ: Feb-04-2023