ລະບົບການເກັບຮັກສາແລະຈັດສົ່ງເສັ້ນດ້າຍໃນເຄື່ອງຖັກວົງ
ລັກສະນະສະເພາະທີ່ມີອິດທິພົນຕໍ່ການຈັດສົ່ງເສັ້ນດ້າຍໃນເຄື່ອງຖັກວົງມົນທີ່ມີເສັ້ນຜ່າສູນກາງຂະຫນາດໃຫຍ່ແມ່ນຜົນຜະລິດສູງ, ຖັກຢ່າງຕໍ່ເນື່ອງແລະຈໍານວນເສັ້ນດ້າຍທີ່ປຸງແຕ່ງພ້ອມກັນ.ບາງສ່ວນຂອງເຄື່ອງເຫຼົ່ານີ້ແມ່ນມີອຸປະກອນທີ່ມີເສັ້ນດ່າງ (ການແລກປ່ຽນຄູ່ມືເສັ້ນດ້າຍ), ແຕ່ວ່າມີພຽງແຕ່ຈໍານວນຫນ້ອຍເຮັດໃຫ້ knitting reciprocated.ເຄື່ອງຖັກທີ່ມີເສັ້ນຜ່າກາງຂະຫນາດນ້ອຍມີເຖິງສີ່ (ຫຼືບາງຄັ້ງແປດ) ລະບົບຖັກ (feeders) ແລະລັກສະນະທີ່ສໍາຄັນແມ່ນການປະສົມປະສານຂອງການເຄື່ອນໄຫວ rotary ແລະ reciprocal ຂອງຕຽງເຂັມ (ຕຽງ).ລະຫວ່າງຈຸດສູງສຸດເຫຼົ່ານີ້ແມ່ນເຄື່ອງຈັກທີ່ມີເສັ້ນຜ່າກາງກາງສໍາລັບເຕັກໂນໂລຢີ 'ຮ່າງກາຍ'.
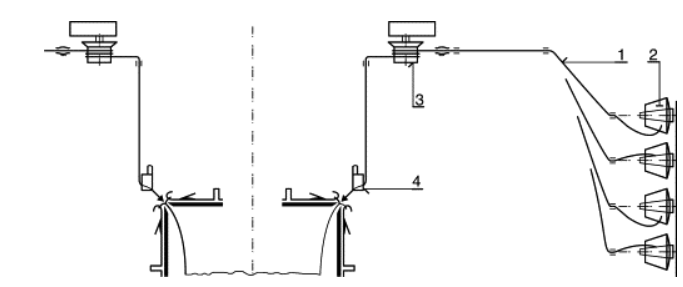
ຮູບທີ 2.1 ສະແດງໃຫ້ເຫັນລະບົບການສະໜອງເສັ້ນດ້າຍແບບງ່າຍດາຍໃນເຄື່ອງຖັກເປັນວົງກົມຂະໜາດໃຫຍ່.ເສັ້ນດ້າຍ (1) ແມ່ນນໍາເອົາມາຈາກໂບບບິນ(2), ຜ່ານ creel ຂ້າງກັບ feeder (3) ແລະສຸດທ້າຍກັບຄູ່ມືເສັ້ນດ້າຍ (4).ປົກກະຕິແລ້ວ feeder (3) ແມ່ນອຸປະກອນທີ່ມີເຊັນເຊີ stop-motion ສໍາລັບການກວດສອບເສັ້ນດ້າຍ.
ໄດ້ຄຣີມຂອງເຄື່ອງຖັກຈະຄວບຄຸມການຈັດວາງຂອງຊຸດເສັ້ນດ້າຍ (bobbins) ໃນເຄື່ອງຈັກທັງຫມົດ.ເຄື່ອງວົງກົມທີ່ມີເສັ້ນຜ່າກາງຂະຫນາດໃຫຍ່ທີ່ທັນສະໄຫມໃຊ້ creels ຂ້າງແຍກຕ່າງຫາກ, ເຊິ່ງສາມາດຖືຊຸດຈໍານວນຫລາຍໃນຕໍາແຫນ່ງຕັ້ງ.ການຄາດຄະເນຊັ້ນຂອງ creels ເຫຼົ່ານີ້ອາດຈະແຕກຕ່າງກັນ (ຮູບຂອບຂະຫນານ, ຮູບກົມ, ແລະອື່ນໆ).ຖ້າມີໄລຍະໄກລະຫວ່າງໂບໂບແລະຄູ່ມືເສັ້ນດ້າຍ, ເສັ້ນດ້າຍອາດຈະຖືກ threaded pneumatically ເຂົ້າໄປໃນທໍ່.ການອອກແບບ modular ອໍານວຍຄວາມສະດວກໃນການປ່ຽນແປງຈໍານວນຂອງ bobbins ທີ່ຕ້ອງການ.ເຄື່ອງຖັກວົງມົນເສັ້ນຜ່າກາງຂະຫນາດນ້ອຍທີ່ມີຈໍານວນລະບົບ cam ຂະຫນາດນ້ອຍກວ່າໃຊ້ creels ຂ້າງຫຼື creels ອອກແບບເປັນສ່ວນຫນຶ່ງຂອງເຄື່ອງ.
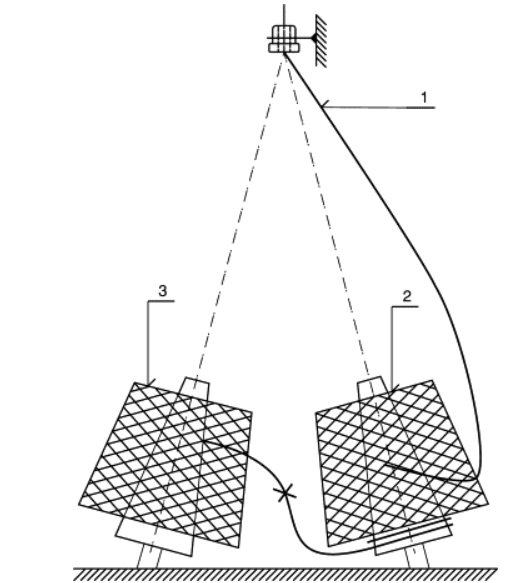
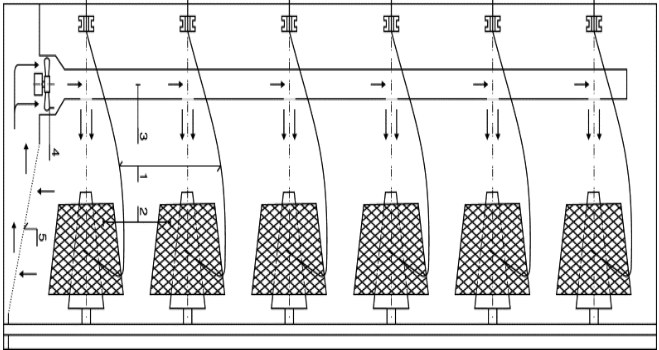
creels ທີ່ທັນສະໄຫມເຮັດໃຫ້ມັນເປັນໄປໄດ້ທີ່ຈະໃຊ້ bobbins ສອງເທົ່າ.ແຕ່ລະຄູ່ຂອງ pins creel ແມ່ນຢູ່ໃຈກາງຂອງຫນຶ່ງຕາ thread (ຮູບ 2.2).ເສັ້ນດ້າຍຂອງ bobbin ໃຫມ່ (3) ອາດຈະເຊື່ອມຕໍ່ກັບຈຸດສິ້ນສຸດຂອງເສັ້ນດ້າຍຍາວທີ່ຜ່ານມາ (1) ໃນ bobbin (2) ໂດຍບໍ່ມີການຢຸດເຄື່ອງ.ຝາອັດປາກມົດລູກບາງອັນມີລະບົບລະບາຍຝຸ່ນ (fan creel), ຫຼືມີການໄຫຼວຽນຂອງອາກາດ ແລະການກັ່ນຕອງ (filter creel).ຕົວຢ່າງໃນຮູບ 2.3 ສະແດງໃຫ້ເຫັນ bobbins (2) ໃນຫົກແຖວ, ປິດຢູ່ໃນປ່ອງທີ່ມີການໄຫຼວຽນຂອງອາກາດພາຍໃນ, ສະຫນອງໂດຍພັດລົມ (4) ແລະທໍ່ (3).ການກັ່ນຕອງ (5) ລ້າງຂີ້ຝຸ່ນອອກຈາກອາກາດ.ຄຣີມສາມາດປັບອາກາດໄດ້.ເມື່ອເຄື່ອງບໍ່ມີເສັ້ນດ່າງ, ນີ້ສາມາດສະຫນອງໂດຍການແລກປ່ຽນເສັ້ນດ້າຍເທິງ creel;ບາງລະບົບເຮັດໃຫ້ knots ຢູ່ໃນຕໍາແຫນ່ງທີ່ດີທີ່ສຸດຂອງ fabric ໄດ້.
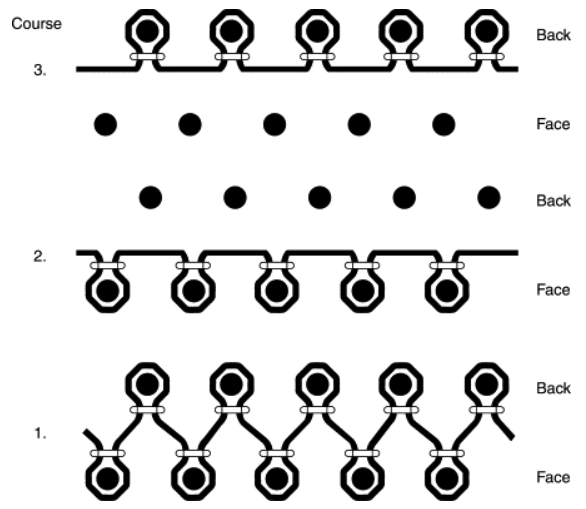
ການຄວບຄຸມຄວາມຍາວຂອງເສັ້ນດ້າຍ (ການໃຫ້ອາຫານໃນທາງບວກ), ເມື່ອບໍ່ໄດ້ໃຊ້ສໍາລັບການຖັກຜ້າທີ່ມີຮູບແບບ, ຈະຕ້ອງເຮັດໃຫ້ຄວາມຍາວຂອງເສັ້ນດ້າຍທີ່ແຕກຕ່າງກັນຖືກປ້ອນເຂົ້າໄປໃນຫຼັກສູດໃນໂຄງສ້າງທີ່ແຕກຕ່າງກັນ.ຕົວຢ່າງ, ໃນ Milano-rib knit ມີຫຼັກສູດສອງດ້ານ (1) ແລະສອງດ້ານດຽວ (2), (3) ຫຼັກສູດໃນຮູບແບບຊ້ໍາຊ້ອນ (ເບິ່ງຮູບ 2.4).ເນື່ອງຈາກຫຼັກສູດທີ່ມີໃບຫນ້າສອງເທົ່າປະກອບດ້ວຍ stitches ສອງເທົ່າ, ເສັ້ນດ້າຍຕ້ອງໄດ້ຮັບການປ້ອນຢູ່ທີ່ປະມານສອງເທົ່າຂອງຄວາມຍາວຕໍ່ການປະຕິວັດເຄື່ອງຈັກ.ນີ້ແມ່ນເຫດຜົນວ່າເປັນຫຍັງ feeders ເຫຼົ່ານີ້ໃຊ້ສາຍແອວຫຼາຍ, ປັບເປັນສ່ວນບຸກຄົນສໍາລັບຄວາມໄວ, ໃນຂະນະທີ່ feeders ໃຊ້ເສັ້ນດ້າຍທີ່ມີຄວາມຍາວດຽວກັນແມ່ນຄວບຄຸມໂດຍສາຍແອວຫນຶ່ງ.ປົກກະຕິແລ້ວເຄື່ອງປ້ອນແມ່ນຕິດໃສ່ສອງຫຼືສາມວົງຮອບເຄື່ອງ.ຖ້າການປັບຄ່າດ້ວຍສາຍແອວສອງອັນຢູ່ໃນແຕ່ລະວົງແຫວນຖືກໃຊ້, ເສັ້ນດ້າຍສາມາດໄດ້ຮັບການປ້ອນພ້ອມໆກັນດ້ວຍຄວາມໄວສີ່ຫຼືຫົກ.
ເວລາປະກາດ: Feb-04-2023